2025-08-31 06:36:55
一、顶针
1.当顶针放在装配面时,需要做表面偷胶0.1~0.2MM,如图1所示。
2.顶针的封胶位,正常情况下取20~30MM,具体根据产品而定。
3.斜面顶针时,顶针表面需要做防滑槽,如图2所示。
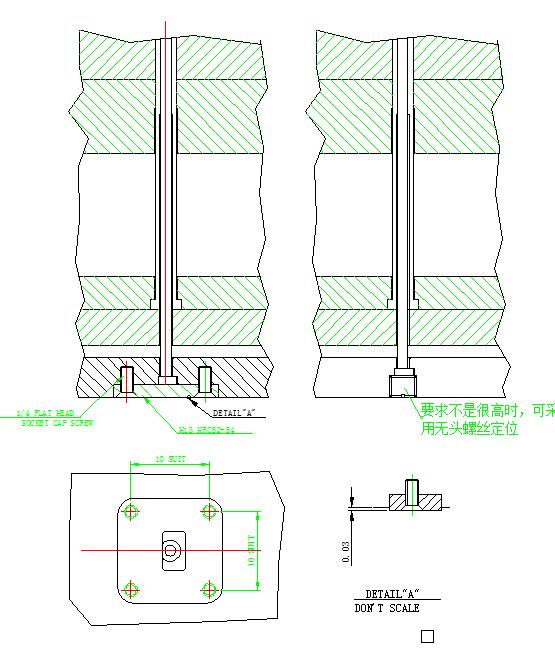
4.顶针需要做防转时,防转样式如图3所示,建议做单边防转防止在组装过程中装反。

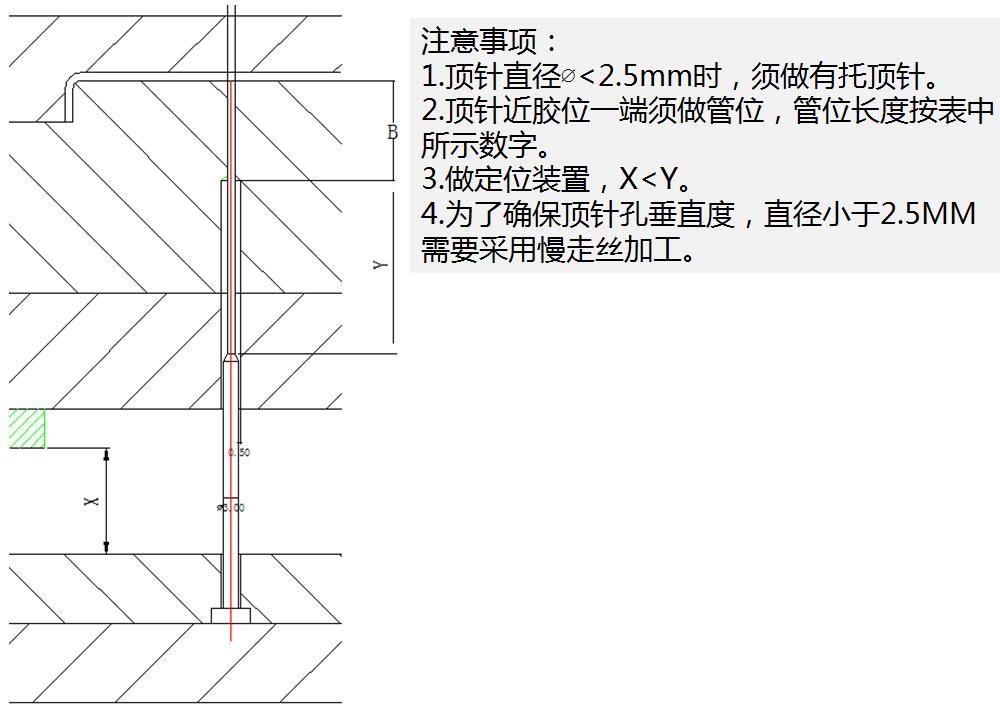
二、双节顶针
1.当顶针直径小于2.5以下时,需要做双节顶针。
2.当有双节顶针时,顶针板上必须要有EGP导柱。
三、扁顶针
1.当扁顶针上面有胶位时,扁顶针上面的胶们方向要一致,防止产品在顶出过程中收缩,将产品卡在扁顶上,如图下图所示。
2.扁顶针不要特殊情况下,尽量少用,优先选用顶块样式,因为有扁顶在配模的过程中易产生毛边,最好的方法,就是将扁顶针先采购回来,再进行慢丝走加工,拿采购样件现场配合。

四、司筒针
1.正常情况下,司筒针基本上为定制标准件,因为司筒针基本上是按照 BOSS大小来设计的,
2.注意在定制过程中,司筒与司筒针的长度需定长3~5MM,回厂后再根据模架与模仁的实际长度进行二次加工。
3.司筒内针的定位样式,如上图所示。
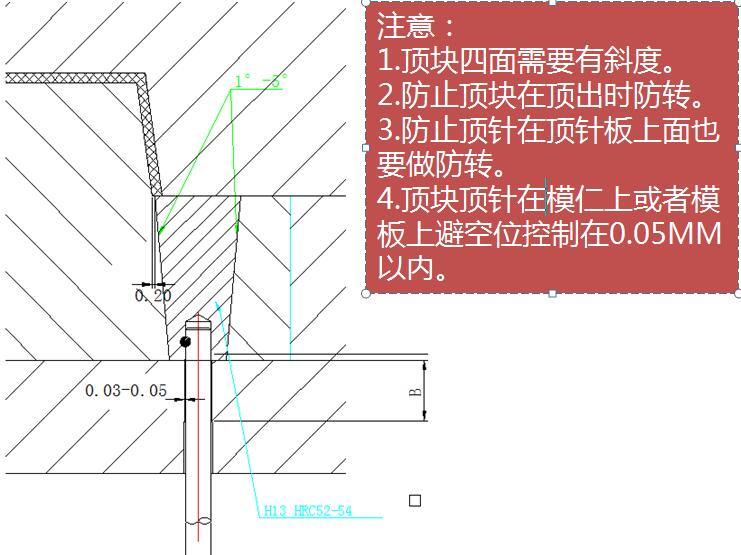
五、顶块
1.当产品包紧力大的情况下,优先选用顶块,如深腔型零件。
2.顶块样式如下图所示。